المنزل
المنزللة السحب الثلاثي الأوتوماتيكية
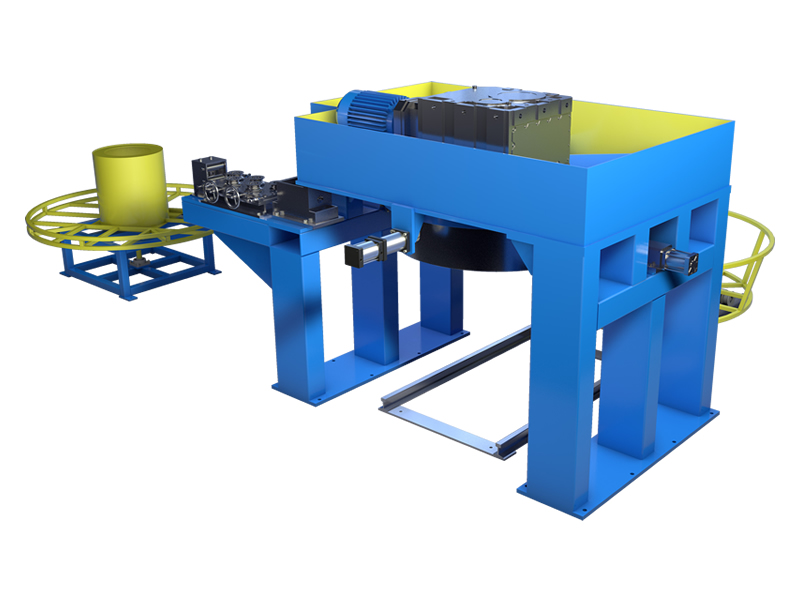
آلة صنع الأنابيب غير الملحومة

آلات ومعدات تصنيع الأنابيب غير الملحومة السوداء وغير الحديدية ، المنتجات الرئيسية هي: آلة الأنابيب الدوارة الباردة ، آلة التثقيب ، آلة فرد ، والمنتجات المساعدة لإنتاج الأنابيب. LD15X2 ، ، ، (L يمثل التدحرج المستمر) ، LD30 ، LD45 ، من من من من من ، من ، إلى LD60 ، يـ (I) ، يـ (II) ، (من) ، أو ، أو ، أو ، أو ، أو ، أو ، أو ، أو ، أو ، أو ، أو ، أو ، أو ، أو ، أو ، أو ، أو ، أو ، أو ، أو ، أو ، أو ، أو ، أو ، أو 45-90 مجموعات الناخس وغيرها من المنتجات يمكن تخصيصها لإنتاج مواصفات مختلفة ، والأحجام ، والمواد ، إلخ. وفقا لاحتياجات العملاء.تكوين وميزات ماكينة السحب البارد متعددة الخطوط الأوتوماتيكية:
تتكون آلة الاتصال الهاتفي البارد بشكل أساسي من مقعد التغذية ، مقعد حوض الاستقبال ، جهاز دفع القضيب ، إطار منصة رفع القضيب الأساسي ، جهاز تعديل مغزل أمامي وخلفي ، مقعد قالب السحب ، جزء جسم السرير ، عربة السحب ، جهاز النقل الرئيسي ، جهاز نقل التفريغ ، رف تجميع المنتجات النهائية التلقائي ، إلخ.عندما لا يكتشف جهاز الكشف الموجود على منصة التغذية الأنبوب الفارغ عند بدء الرسم ، يرتفع إطار مواد الرفع للف الأنبوب الفارغ لمنع جهاز الاحتفاظ بالمواد. عندما يقوم جهاز الكشف بالكشف عن الأنبوب الفارغ ، ينخفض إطار مواد الرفع تلقائيًا ، ويرتفع حوض الاستقبال في الحاجز العلوي ، ويقوم جهاز الحامل وجهاز ضبط الأنبوب تلقائيًا بتوزيع الأنبوب الفارغ في حوض الاستقبال. الحوض المستلم لديه ميل معين ، والحوض المستلم مجهز بأسطوانة ، ترتفع عبر الأسطوانة ، قم بلف الأنبوب الفارغ إلى الحاجز لحجبه. في هذا الوقت ، تدفع أسطوانة الضغط للخارج وتضغط على ذيل الأنبوب الفارغ ، وفي هذا الوقت ، يرتفع إطار منصة رفع القضيب الأساسي إلى موضع منتصف القضيب. أسطوانة السكتة الدماغية الأولى على مقعد القضيب الأساسي تدفع للخارج وتمرر مغزل إلى الفتحة الداخلية للأنبوب الفارغ ، ويتم وضع الأنبوب الفارغ بسرعة على القضيب الأساسي بواسطة العربة لحمل المواد على مقعد الاستقبال ، بعد ارتداء إطار منصة رفع القضيب الأساسي ، يسقط إلى خط وسط الرسم. في هذا الوقت ، تدفع أسطوانة السكتة الدماغية الأولى تلقائيًا الأسطوانات الثلاث ، قضيب القلب ، مغزل وأنبوب فارغ على لوح التزلج من خلال ثقب قالب الرسم معًا ، في هذا الوقت ، بعد تلقي إشارة التحكم الأولى في المكان ، عربة الرسم ، الذي كان ينتظر أثناء وضع قالب السحب ، يدفع مفتاح ربط اسطوانة الفك لتثبيت رأس الأنبوب الفارغ ، ويبدأ المحرك الرئيسي في دفع مفتاح الربط إلى السلسلة المسننة ، ويقود العربة للانسحاب ، وفي نفس الوقت ، كما يتم دفع اسطوانة السكتة الدماغية الثانية وبدأت في الانسحاب. في هذا الوقت ، يتم دفع الأسطوانة العلوية لجهاز رفع جسم السرير للخارج ، ويتم دفع جهاز المواد لتوصيل إلى الحافة العلوية. بعد اكتمال الرسم ، يسقط أنبوب الصلب على الرفع لتوصيل جهاز المواد. لأعلى ولأسفل ، في هذا الوقت ، تعمل سلاسل النقل على جهاز سلاسل نقل التفريغ ، عندما تسقط إلى سلاسل النقل ، فإن التحكم في الجودة سوف يتدحرج إلى رف التجميع التلقائي الساقط ، ويتم تجهيز الحامل الكلي بمنصة الكشف ، عند اختبار الأنبوب النهائي ، استخدم الزر للتحكم في الأسطوانة لدفع منصة الكشف إلى الموضع المسطح للكشف ، وفي الوقت نفسه ، اسحب العربة والعودة بسرعة إلى جانب الجلوس في السحب لانتظار العمل المنطقي الأوتوماتيكي التالي.الميزات:
1. يمكن لهذه المعدات رسم أنابيب فولاذية كربونية ، فولاذ محمل ، فولاذ منخفض السبائك ، فولاذ مقاوم للصدأ ، موليبدينوم نحاسي ومختلف المعادن غير الحديدية.2. تعتمد الماكينة بالكامل على أحدث تصميم وبسيط لعملية الدرفلة الحالية ، وهي سهلة التشغيل ، وتقلل الصيانة ومريحة في الصيانة.3. هيكل سرير ماكينة الرسم على البارد يعتمد هيكل إطار C مزدوج السلسلة ، ويتسق مركز السلسلة مع مركز الرسم.4. التصميم الكروي لقاعدة قالب السحب يجعل من السهل تقويمها.5. من المريح استبدال عربة الرسم بمفتاح ربط.6. محرك الأقراص الرئيسي يعتمد محرك التيار المستمر ، وهو موفر للطاقة ومستقر.7. الجهاز كله يعتمد التحكم الآلي PLC ، والخط بأكمله يحتوي على عرض مختلف المعلمات ، وظائف السلامة المتشابكة والتنبيه المختلفة.8. يحقق كل ممر معدل تخفيض مثالي وتصحيح انحراف جدار الأنبوب.
9. يمكن للقطر الداخلي والخارجي وسمك الجدار الحصول على متطلبات التسامح المطلوبة العالية للغاية والخشونة.
آلة الرسم البارد الأوتوماتيكية ذات السلسلة الواحدة بثلاثة خطوط المعلمات التقنية:
|
الرقم التسلسلي |
اسم المشروع |
وحدة |
LB-15T-3 |
LB-20T-3 |
LB-30T-3 |
LB-45T-3 |
|
1 |
القطر الخارجي لقطر الأنبوب |
مم |
Φ8-Φ18-(32) |
Φ8-Φ20(32) |
Φ9.Φ32 (42) |
Φ19-Φ68 |
|
2 |
سمك البليت |
مم |
0.8-3 |
0.8-3.5 |
0.8-3.5 |
0.8-4 |
|
3 |
القطر الخارجي للأنبوب النهائي |
مم |
Φ5-Φ12.7(25.4) |
Φ5-Φ15(28) |
Φ6-Φ25(38) |
Φ16-Φ60.5 |
|
4 |
سمك جدار الأنبوب النهائي |
مم |
0.5-2.5 |
0.5-3 |
0.5-3 |
0.5-3.5 |
|
5 |
عد السحب |
دعامة |
1 ، 2 ، 3 |
1 ، 2 ، 3 |
1 ، 2 ، 3 |
1 ، 2 ، 3 |
|
6 |
أقصى قوة سحب إجمالية |
KN |
150 |
200 |
300 |
450 |
|
7 |
سرعة الرسم |
م/دقيقة. |
0-6 (تنظيم السرعة بدون خطوات) |
0-8 (تنظيم السرعة بدون خطوات) |
0-10 (تنظيم السرعة بدون خطوات) |
0-8.5 (تنظيم السرعة بدون خطوات) |
|
8 |
سحب سرعة عودة العربة |
م/دقيقة. |
40 (قابل للتعديل) |
40 (قابل للتعديل) |
40 (قابل للتعديل) |
40 (قابل للتعديل) |
|
0 |
قضيب ارتداء السرعة |
م/دقيقة. |
0-50 |
0-50 |
0-50 |
0-50 |
|
10 |
قوة المحرك الرئيسي |
كيلو وات |
30 |
35 |
75 |
75
|
المنتجات ذات الصلة